Dec 15, 2020 by Mark Dingley
Overall Equipment Effectiveness (or OEE) is the name given to an analysis of a manufacturer’s efficiency and productivity, and whose results are displayed in a hierarchy of metrics. Formulated in the 1960s by Seiichi Nakajima, it is recognised globally in a range of manufacturing industries (from pharmaceuticals to automotive) as a best practice measure and key performance indicator. As a manufacturer improves their OEE score, they will benefit from higher profitability and lower manufacturing costs.
A holistic KPI that delivers a score, OEE measures what could have been made (if every piece of equipment were operating effectively) against what has actually been produced and provides these results as a percentage. The higher the percentage, the better the facility in question has performed. An OEE score of 100%, for example, represents perfect production – good parts have been manufactured as fast as possible and with no downtime.
So, what is considered a “good” OEE score (as a benchmark)?
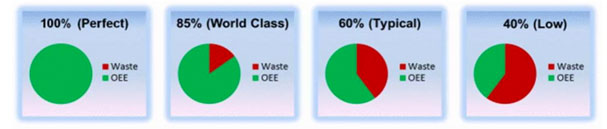
Source: http://www.leanproduction.com/oee.html
An early case study that is in favour of OEE is car manufacturer, Toyota. After taking cues from both the Ford production line facility and American supermarkets, Eiji Toyoda introduced the Just In Time system to Toyota. This enabled them to save space and money (in terms of storage) by only ordering parts as they were needed, as well as to eliminate waste and inconsistencies in the production line process by ironing out some of the inefficiencies there. In this instance, the implementation of OEE helped Toyota to become a world-class company.
OEE is designed to assess quality, speed and downtime across entire manufacturing facilities. There are hundreds of variables at play at any given time – across production lines, machines and more – so finding ways to improve efficiency in one area may actually be detrimental further down the production line. This can make it very challenging to determine where systems can be streamlined, which is where OEE comes into play. Managers will be able to determine the success of their operation, highlight areas that can be improved and make quick decisions by looking at the overall effectiveness of their equipment.
It’s easier than ever to determine the overall effectiveness of manufacturing equipment thanks to recent technological advancements. With so much of the production line now computerised, information regarding both quality and quantity can be captured and analysed at almost every stage of the process. Information can also be displayed in easily understandable forms, like graphs and charts.
Using vision systems technology to feed into the OEE metric, for example, allows manufacturers to assess whether labels, barcodes and tamper seals are present and correct. It allows businesses to instantly see the percentage of incorrectly applied labels or seals, as well as to optimise the system if too many products have been incorrectly labelled. Vision systems allowed one US pharmaceuticals company to increase OEE on their packaging line by an amazing 200%. They utilised OCR/OCV technology to compare characters and correct sequences, considerably reducing the false reject rate of good packages*.
OEE isn’t just pertinent to management either – the entire workforce can be motivated to improve upon productivity by using real-time scoreboards that display line efficiencies, reject rates and so on per shift. Scoreboards can also encourage competition between teams, helping to boost a department’s overall performance. Different colours can be used to indicate when a target has been met or an area is underperforming, allowing significant production losses to be immediately rectified.

The provision of real-time data is another key factor for the success of a manufacturer – and it’s one that can be provided as a part of an OEE solution. In the past, information about downtime and stoppages could only be obtained days or even weeks after the fact – and even then, it may have come from handwritten reports with time measurements given as an estimation rather than confirmed timeframes. Technological advancements in OEE systems allow data to be captured at every stage of the production via coding and labelling printers, barcode scanners and machine vision systems. These are designed to measure outputs, ensuring that staff are informed within moments of any issues and allowing them be measured and resolved quickly (reducing the impact of downtime on the whole operation).
Did you know that OEE was one of the trends discussed at interpack 2014? Read more here.
Want to learn more about OEE? Read about how it fits into mitigating risk and building brand trust, as well as how it fits into the 12 most important metrics to measure in manufacturing. Or how it fits into the preventative maintenance versus breakdown repair debate (you might be surprised to learn that the actual cost of a machine breakdown is estimated somewhere between 4 and 15 times more than maintenance costs – choose a local provider with 24 hour support to avoid being caught out). Finally, checkout our 10 ways to optimise your current operations to learn how inefficient coding and labelling equipment can actually waste time, money and resources.
*according to PharmaManufacturing.com